В 2024 году немецкий производитель нержавеющей стали столкнулся с проблемой: найти лазерный станок для резки труб, который соответствовал бы его строгим стандартам. Соблюдение правил безопасности, эффективность обработки материалов и точность не подлежали обсуждению. Вот как мы превратили их видение в реальность.
Вызов
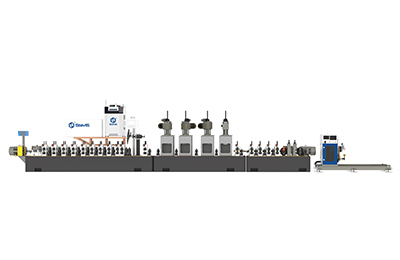
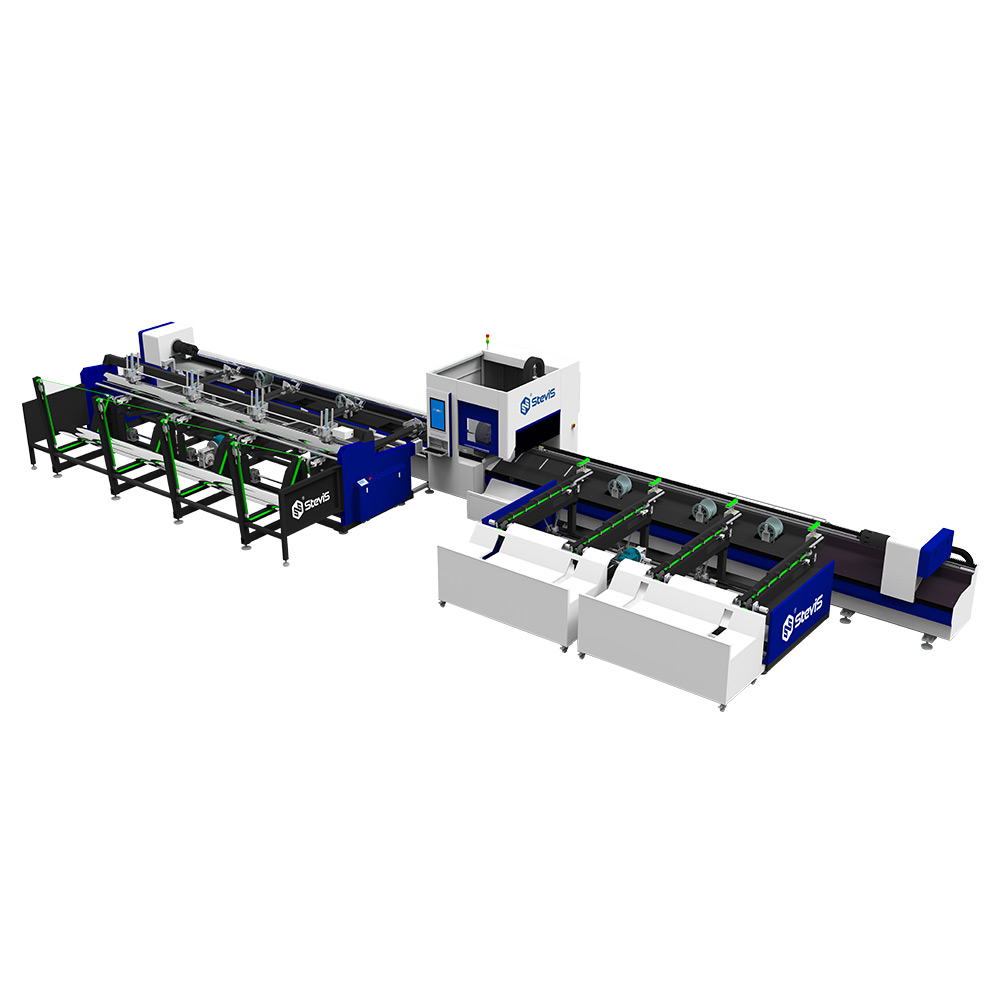
Клиенту, расположенному в промышленном центре Германии, требовалась машина для обработки длинных труб из нержавеющей стали (8 м погрузка/6 м выгрузка) с соблюдением строгих протоколов безопасности ЕС. Будучи первыми импортерами китайского оборудования, они искали надежность и бесперебойную поддержку.
Наше решение
*Индивидуально разработанное совершенство*
Мы спроектировали систему лазерной резки двойной длины, адаптированную к их рабочему процессу, интегрируя передовые датчики безопасности и эргономичную обработку материалов. Результат? 20% более быстрое время цикла по сравнению с их существующей установкой.
*Безграничная поддержка*
От заводских приемочных испытаний до обновлений отгрузки в режиме реального времени мы поддерживали полную прозрачность. Когда возникали таможенные сложности, наша команда работала сверхурочно, чтобы помочь клиентам решить проблемы в течение 48 часов.
*Практическое партнерство*
В настоящее время наши инженеры находятся на объекте в Германии, обеспечивая бесперебойную установку и обучение операторов.
Почему клиенты по всему миру выбирают нас?
1) Безопасность, сертифицированная ЕС: все машины оснащены защитными кожухами с маркировкой CE и системами аварийной остановки.
2)Мастерство длины: работайте с трубами длиной от 1 до 12 м с помощью наших модульных конструкций.
3) Поддержка 360°: многоязычная техническая помощь, гарантия 1 год на всю машину, 2 года на лазерный источник, пожизненная техническая поддержка от SteviS. Воздушная доставка деталей.
Ваша очередь к инновациям
Независимо от того, модернизируете ли вы производство или выходите на новые рынки, наши лазерные решения адаптируются к вашим требованиям, а не наоборот. История успеха немецкого клиента доказывает, что качество не знает границ.
Фон Ведущий производитель фитнес-оборудования из Болгарии изучал способы повышения эффективности и точности своего производственного процесса. Увидев, что многие отраслевые аналоги уже интегрировали технологию лазерной резки для производства деталей, компания решила, что пришло время модернизировать собственные операции.
Испытание Найти решение для лазерной резки, которое сбалансировало бы качество и доступность. Клиент доверил проверенному местному дистрибьютору найти надежного и экономически эффективного поставщика, который мог бы удовлетворить его технические и финансовые требования.
Решение Благодаря рекомендациям одного из наших давних клиентов в регионе дистрибьютор узнал о SteviS. После тщательной оценки наших технологий, производственных мощностей и международной истории обслуживания и дистрибьютор, и конечный клиент были впечатлены качеством и производительностью наших машин.
Понимая бюджетные ограничения клиента, наша инженерная группа разработала высокоэффективное и экономически выгодное решение для лазерной резки труб, не идущее в ущерб качеству или основным функциональным возможностям.
Результат Машина была успешно доставлена и установлена на заводе клиента. С тех пор клиент интегрировал лазерную машину для резки труб SteviS в свою производственную линию и теперь производит высококачественные компоненты с повышенной точностью и скоростью.
Customer feedback
Когда болгарский клиент порекомендовал нам другого производителя мебели, мы поняли, что это возможность построить еще одно прочное партнерство. Новый потенциальный клиент связался с нами через Alibaba, поделившись своей потребностью в модернизации производственной линии.
Понимая срочность их ситуации, мы быстро разработали решение и пригласили их посетить наш завод во время предстоящей поездки в Китай.
Увидеть — значит поверить, поэтому мы провели их через каждый этап нашего производственного процесса, от сырья до конечной упаковки. Прозрачность и экспертиза создали мгновенное доверие.
К концу дня клиент был убежден. Они подтвердили заказ перед уходом, и депозит прибыл вскоре после этого. Они наконец приобрели Tube Laser Cutting Machine, Sheet Laser Cutting Machine, CNC Bing Machine, Handheld Laser Welding Machine и т. д.
Но в чем настоящая победа? Еще до того, как первая машина была отправлена, они разместили второй заказ, доказав, что надежность способствует долгосрочному сотрудничеству.
Почему это работает:
1. Доверие, основанное на рекомендациях. Рекомендация довольного клиента проложила нам путь.
2. Посещение завода = Уверенность – непосредственный контакт с производителем устранил сомнения.
3. Скорость и приверженность — решения, принимаемые в тот же день, и повторные заказы говорят громче обещаний.
Machines in customer factory
Ваша очередь: Готовы преобразовать свою производственную линию? Давайте превратим ваше видение в реальность — быстро. Пожалуйста, свяжитесь с нами как можно скорее!
Являясь лидером в производстве профессионального холодильного и торгового оборудования, P Group имеет годовой оборот более 1150 млн. фунтов стерлингов и производственную площадь более 1,4 млн. кв. футов. Приверженность P Company инновациям и качеству непоколебима.
Недавно компания сделала смелый шаг вперед, интегрировав передовую технологию лазерной резки труб в свои производственные линии, что подчеркивает ее стремление к точности, эффективности и масштабируемости.
Чтобы удовлетворить растущий спрос на высококачественную продукцию, компания P Company инвестировала в два высокоскоростных станка для лазерной резки труб — модели ST-TP120 и ST-TP120E.
Эти системы были установлены на новой производственной линии, предназначенной для формования металлических труб, которые составляют структурную основу холодильных шкафов, холодильных камер и витрин компании P Company.
Машины серии TP, известные своей точностью и скоростью, позволяют P Company выполнять безупречную резку сложных металлических профилей, гарантируя бесшовную сборку и повышенную долговечность своей продукции. Будь то изготовление холодильных шкафов из нержавеющей стали или заказных холодильных камер, точность компонентов, вырезанных лазером, идеально соответствует репутации P Company, предоставляющей «проверенные временем европейские технологии» посредством экологически чистых и надежных производственных процессов.
14-дневный процесс установки и ввода в эксплуатацию на месте под руководством наших опытных инженеров обеспечил полную оптимизацию систем ST-TP120 и ST-TP120E для производственных требований компании P Company. От калибровки параметров резки до обучения технического персонала наша команда уделяла первостепенное внимание минимизации простоев при максимальной эффективности работы.
Руководство компании P Company высоко оценило производительность машин, подчеркнув их надежное качество сборки, интуитивно понятное управление и способность обрабатывать крупномасштабные заказы без ущерба для точности.
Обзор клиентов
Наш клиент специализируется на дорожном и мостовом строительстве, эксплуатируя современное производственное предприятие, ориентированное на производство критически важных структурных компонентов для инфраструктурных проектов. Их продукция включает в себя прецизионные трубы, профили и различные металлические листы, необходимые для тяжелых строительных задач.
Ранее компания использовала плазменную резку для своих процессов резки листового металла. Хотя плазменная резка эффективна для основных требований, она постоянно создавала грубые края и неточности, что приводило к увеличению трудозатрат на постобработку и отходов материала.
Под впечатлением от исключительной производительности и явных эксплуатационных преимуществ управляющий фабрики принял решение полностью заменить существующее плазменное режущее оборудование. Осознавая явные преимущества, включая точность, эффективность и экономичность, компания полностью перешла на решения для лазерной резки.
Текущее состояние и планы на будущее
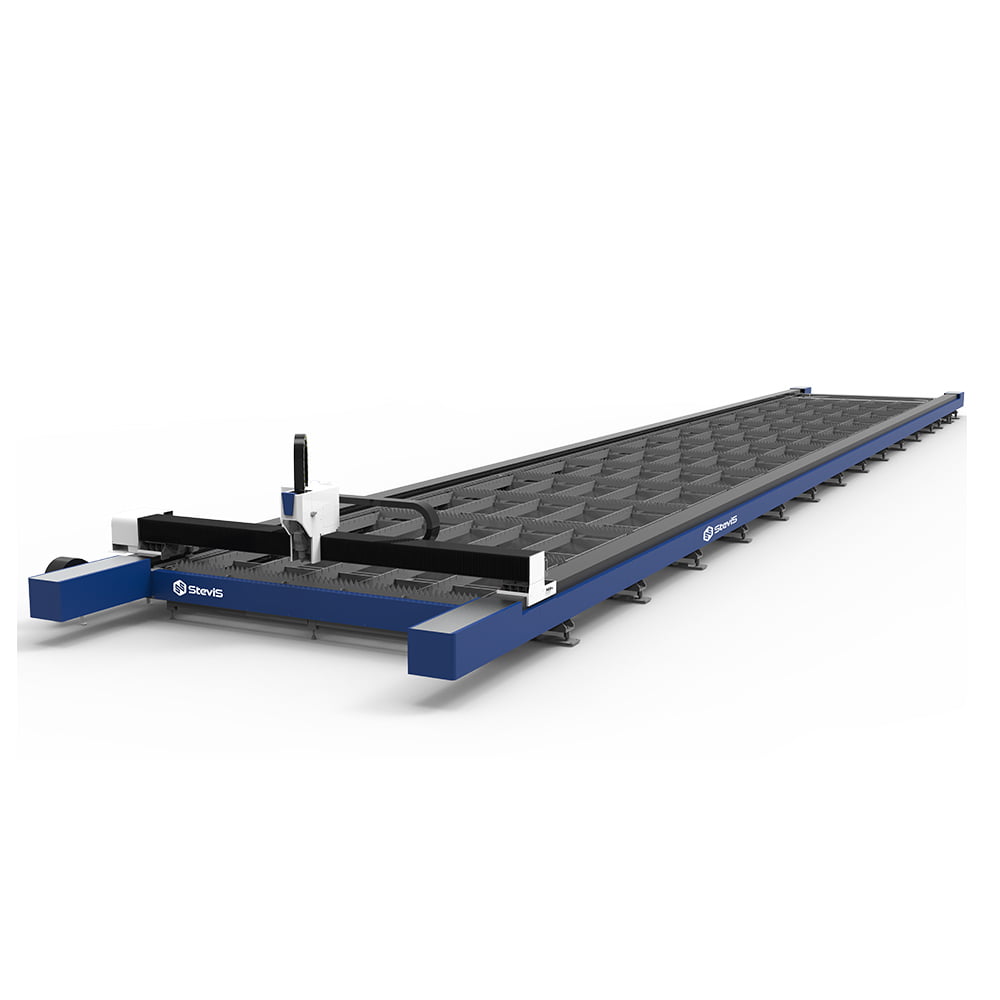
The Станок для резки волоконным лазером портального типас зоной резки 13 х 3 метра и источником волоконного лазера мощностью 6 кВт, проработала и добилась замечательных результатов — качество резки значительно улучшилось, производительность возросла, а эксплуатационные расходы существенно снизились.
Воодушевленный этими результатами, директор завода недавно разместил заказ на дополнительный полностью закрытый станок лазерной резки со сменным столом мощностью 20 кВт, предназначенный для обработки листового металла, с целью дальнейшего повышения производительности, повышения стандартов безопасности и сохранения конкурентного преимущества на рынке.
Заключение
Успешное внедрение технологии лазерной резки не только демонстрирует приверженность компании инновациям и совершенству, но и позиционирует ее как лидера в производстве компонентов для дорожного и мостового строительства. Благодаря постоянным инвестициям в передовые производственные технологии компания хорошо подготовлена к удовлетворению будущих потребностей отрасли и достижению устойчивого роста.
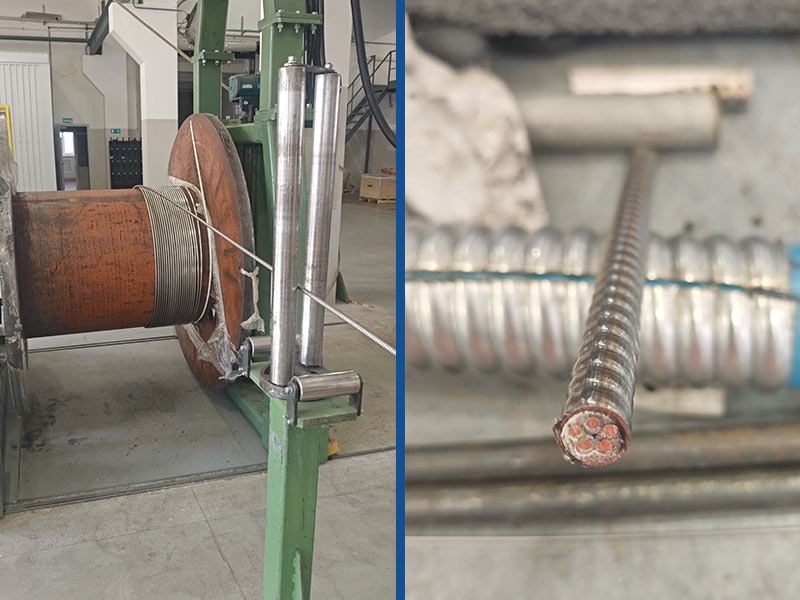
Мы рады объявить о нашем последнем сотрудничестве с Customer U, ведущей российской компанией в кабельной промышленности. Customer U недавно приобрел нашу современную машину для лазерной сварки в режиме онлайн, чтобы расширить свои производственные возможности.
Клиент U обнаружил SteviS Tech через наш всеобъемлющий веб-сайт. Впечатлен нашей способностью предоставлять решения лазерной сварки онлайн другому клиенту с проект NVIDIA и подкрепленные 17-летним опытом работы в отрасли, они признали нас надежным партнером. Просматривая наш веб-сайт, они легко нашли нужную им информацию и связались с нами, чтобы подробно обсудить свои требования.
Наш безупречный процесс коммуникации сыграл ключевую роль в обеспечении этого партнерства. Компания U оценила отсутствие языковых барьеров и обнаружила, что наша команда по продажам была профессиональной и знающей, отвечающей на все технические вопросы со знанием дела. Плавное, полезное и вдумчивое взаимодействие сделало решение о сотрудничестве с нами простым.
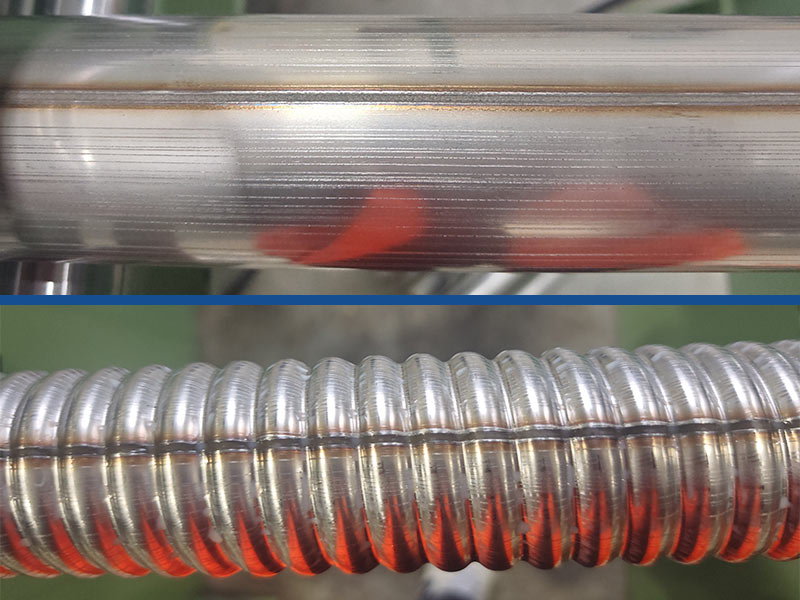
Наш Онлайн лазерный сварочный аппарат разработана для обеспечения высокопроизводительной сварки с непревзойденной точностью и скоростью. Эта технология позволит Заказчику U оптимизировать свое производство, ускорить его и поддерживать высокие стандарты качества.
Видео испытаний машины:
Это партнерство знаменует собой захватывающее расширение на российском рынке, демонстрируя нашу приверженность предоставлению передовых решений по всему миру. В SteviS Tech мы стремимся поддерживать наших клиентов инновациями, которые приводят к успеху.
Мы гордимся партнерством с компанией U и с нетерпением ждем замечательных результатов, которых они добьются с помощью нашего оборудования. Оставайтесь с нами, чтобы получать больше новостей о нашем сотрудничестве и достижениях в области технологий онлайн-сварки!
Введение
Растущий спрос на эффективность и качество в производстве побудил многие компании принять автоматизированные решения. Одним из наиболее эффективных инструментов для достижения этого является промышленная сварочная роботизированная рабочая станцияВ этом примере мы рассмотрим, как ведущий производитель садовой мебели в Китае успешно интегрировал рабочие станции сварочных роботов для повышения производительности и поддержания высоких стандартов качества.
Профиль клиента
Клиент — известный производитель уличной мебели из Китая, специализирующийся на широком ассортименте продукции, включая уличную мебель, литые алюминиевые столы и стулья, мебель из композитного дерева и сиденья в стиле Starbucks. Компания работает на обширной территории площадью более 100 000 квадратных метров, с опытной командой производственных техников и передовым оборудованием, включая крупногабаритное литьевое оборудование и литейные формы. Внутренняя линия по производству электростатического порошкового покрытия обеспечивает полную обработку сырья, полировку, сварку, шлифовку и упаковку на территории завода.
Проблема: рост затрат на рабочую силу
В последние годы компания столкнулась с ростом затрат на рабочую силу, особенно в процессе сварки. Чтобы оставаться конкурентоспособным на рынке, клиенту необходимо было перейти от ручной сварки к автоматизированным системам. Учитывая расположение компании в крупном производственном и машиностроительном центре, они решили изучить локальные решения для автоматизации.
Решение: индивидуальная промышленная сварочная роботизированная рабочая станция
Для удовлетворения потребностей клиента мы разработали индивидуальный промышленная сварочная роботизированная рабочая станция специально разработано для сварки алюминиевой мебели. В связи с большим объемом производства основных продуктов клиента наша инженерная группа посетила завод, чтобы провести тщательный анализ существующих производственных процессов. После сбора информации мы разработали специальные решения для рабочих станций сварочных роботов, адаптированные для каждой основной линейки продуктов. Такой подход гарантировал, что система автоматизации органично впишется в производственный процесс клиента.
Результаты: повышение эффективности и качества
Реализация промышленная сварочная роботизированная рабочая станция привело к значительному повышению эффективности производства. Автоматизированный процесс сократил ручной труд, обеспечивая при этом постоянный и высококачественный результат. Следовательно, продукция клиента теперь соответствует европейским и североамериканским стандартам качества, что значительно повышает ее привлекательность на этих рынках. Внедрив технологию автоматизированной сварки, клиент не только сократил расходы, но и укрепил свои позиции в мировой индустрии уличной мебели.
Заключение: сила автоматизации
Это исследование демонстрирует, как хорошо продуманный промышленная сварочная роботизированная рабочая станция может революционизировать производственные процессы, особенно для компаний, сталкивающихся с ростом затрат на рабочую силу. Внедрив автоматизированные решения, клиент смог повысить эффективность, сохранить качество продукции и повысить свою конкурентоспособность на международном рынке. Эта история успеха подчеркивает решающую роль автоматизации в современном промышленном производстве.
J Group — крупнейший в мире производитель автобусов и электромобилей в Индии, стремящийся повысить эффективность производства и качество продукции. Эта группа также производит тысячи тонн сырья для высокоточных стальных труб в месяц.
Эта группа стремилась повысить эффективность производства и качество продукции. Компания стремилась заменить свою обычную летучую пилу трубных станов передовой технологией лазерной резки для достижения более высокой точности и производительности.
J Group столкнулась с необходимостью принятия важного решения при выборе правильного поставщика, который мог бы предоставить комплексное решение для лазерной резки, адаптированное под их потребности. После тщательного исследования рынка и оценки поставщиков они обнаружили, что мы были единственным поставщиком, способным предложить жизнеспособное и эффективное решение.
Потому что они сделали следующие запросы:
Материал
Мягкая сталь / Углеродистая сталь
Внешний диаметр
25-95 мм
Толщина стенки
0,8-4,5 мм
Длина реза
4-6,5 метров
Необходимость соответствия скорости трубопрокатных станов
30-50 метров/мин
Проект официально стартовал в сентябре 2023 года. С самого начала обе команды тесно сотрудничали, чтобы установить четкие цели проекта и эффективный план реализации. На протяжении всего этого процесса наши инженеры демонстрировали исключительный профессионализм и непоколебимую преданность делу. Благодаря тщательным обсуждениям и хорошо структурированному планированию каждый технический и эксплуатационный аспект был тщательно рассмотрен, чтобы обеспечить плавный переход.
Видео испытаний машины:
К февралю 2024 года проект успешно вошел в фазу выполнения, что стало важной вехой в нашем партнерстве. Это достижение стало возможным благодаря неустанным усилиям каждого члена команды, а также общей приверженности точности и эффективности.
Машина, работающая на заводе заказчика:
Успешное внедрение решения лазерной резки значительно улучшило производственный процесс производителя. Переход не только повысил точность резки, но и оптимизировал операционную эффективность, что привело к сокращению отходов материала и повышению производительности. Эта история успеха является свидетельством силы сотрудничества, стратегического планирования и технической экспертизы в продвижении промышленных инноваций.
Завершение этого проекта подчеркивает нашу приверженность предоставлению индивидуальных высококачественных решений, которые отвечают меняющимся требованиям обрабатывающей промышленности. Мы очень гордимся тем, что вносим вклад в рост и операционное совершенство наших клиентов, и мы с нетерпением ждем продолжения этого успешного сотрудничества в будущем.
Мы рады объявить о нашем последнем сотрудничестве с компанией R, ведущей турецкой компанией в отрасли HVAC. Компания R недавно приобрела наш современный автоматический круглопильный станок с ЧПУ для резки металла, чтобы расширить свои производственные возможности.
Компания R узнала о SteviS Tech через наш всеобъемлющий веб-сайт. Впечатленные нашей способностью предоставлять комплексные решения по обработке металла и опираясь на 16-летний опыт работы в отрасли, они признали нас надежным партнером. Просматривая наш веб-сайт, они легко нашли нужную им информацию и связались с нами, чтобы подробно обсудить свои требования.
Наш безупречный процесс коммуникации сыграл ключевую роль в обеспечении этого партнерства. Компания R оценила отсутствие языковых барьеров и обнаружила, что наша команда по продажам была профессиональной и знающей, отвечающей на все технические вопросы со знанием дела. Плавное, полезное и вдумчивое взаимодействие сделало решение о сотрудничестве с нами простым.
Наш автоматический круглопильный станок с ЧПУ для резки металла предназначен для высокопроизводительной резки с непревзойденной точностью и скоростью. Эта технология позволит компании R оптимизировать свое производство, сократить отходы и поддерживать высокие стандарты качества.
Это партнерство знаменует собой захватывающее расширение на турецком рынке, демонстрируя нашу приверженность предоставлению передовых решений по всему миру. В SteviS Tech мы стремимся поддерживать наших клиентов инновациями, которые приводят к успеху.
Мы гордимся партнерством с компанией R и с нетерпением ждем замечательных результатов, которых они добьются с помощью нашего оборудования.
Оставайтесь с нами, чтобы получать больше новостей о нашем сотрудничестве и достижениях в области технологий резки!
Компания Customer L со штаб-квартирой в Сингапуре и производственным заводом в Малайзии является ведущим предприятием в сфере обработки стальных конструкций и металлических строительных материалов.
Они специализируются на проектировании сборных стальных конструкций, а их продукция широко используется в коммерческих комплексах и учебных заведениях.
Первоначально компания использовала для обработки несколько пробивных прессов, но по мере расширения бизнеса ей пришлось столкнуться с растущими требованиями к качеству и более быстрой доставке.
Ограничения традиционных методов побудили их изучить передовые лазерные технологии, несмотря на значительные первоначальные инвестиции.
Чтобы удовлетворить эти требования, мы предоставили мощный лазерный станок для резки труб мощностью 6000 Вт. Эта технология обещала исключить повторяющиеся расходы на штамповочные пресс-формы, что сделало ее ценной долгосрочной инвестицией.
Клиент отдал этому проекту приоритет, лично контролировал приемку оборудования и обеспечил комплексное обучение своих инженеров.
По прибытии машины на малазийский завод наши инженеры послепродажного обслуживания прибыли на место на следующий день. Они провели установку, калибровку и обучение по обслуживанию для технической команды клиента, обеспечив плавный переход на новую технологию.
Внедрение лазерной технологии значительно повысило эффективность производства компании и качество продукции, что позволило ей лучше удовлетворять потребности растущего рынка.
В будущем заказчик рассмотрит возможность добавления 2–4 комплектов мощных станков для резки металла с помощью волоконного лазера, чтобы заменить все пробивные прессы на заводе.
Кроме того, заказчик также обсудил с нами возможность реализации решения по автоматизации сварки трубопроводов.