Године 2024, немачки произвођач нерђајућег челика суочио се са изазовом: набавка машине за ласерско сечење цеви која би испуњавала њихове строге стандарде. Усклађеност са безбедносним прописима, ефикасност руковања материјалом и прецизност били су неоспорни. Ево како смо њихову визију претворили у стварност.
Изазов
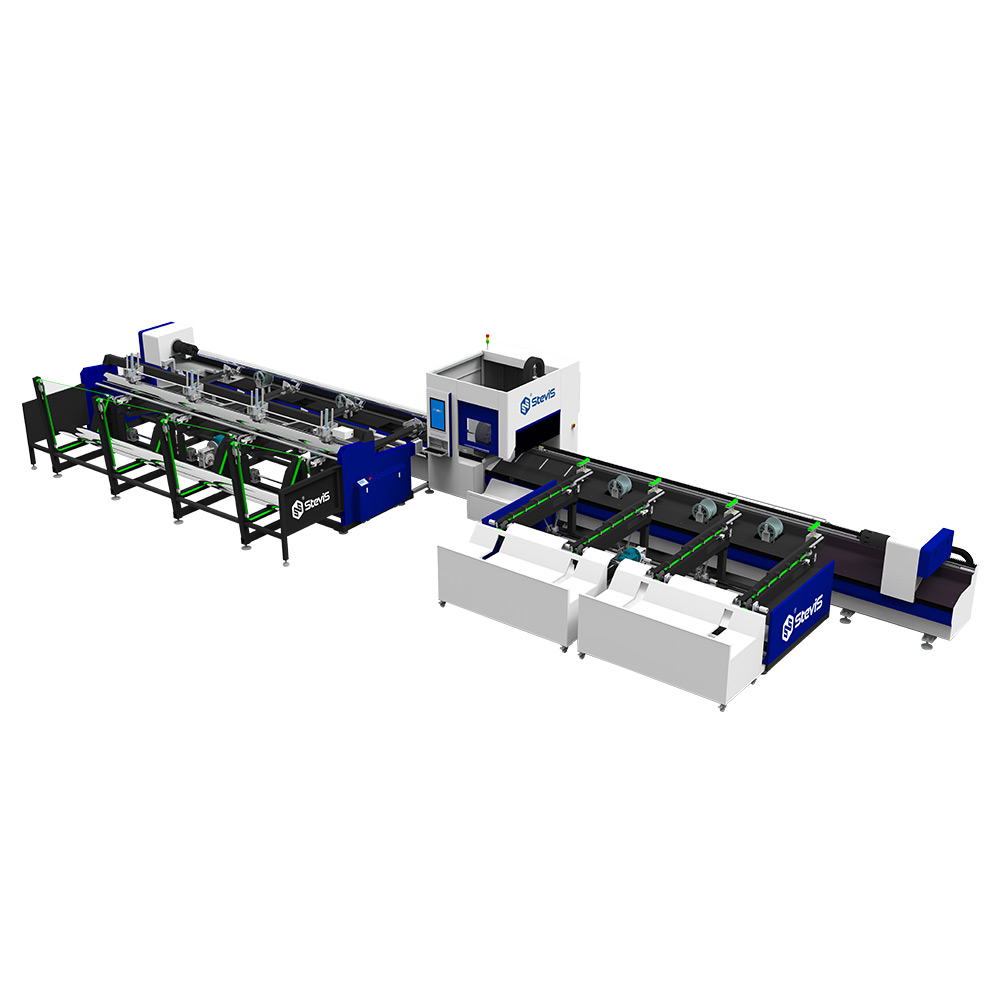
Клијенту, смештеном у индустријском срцу Немачке, била је потребна машина за обраду дугачких цеви од нерђајућег челика (утовар 8 м/истов 6 м), уз поштовање строгих безбедносних протокола ЕУ. Као први увозници кинеских машина, тражили су поузданост и беспрекорну подршку.
Наше решење
*Изврсност израђена по мери*
Пројектовали смо систем за ласерско сечење са две дужине, прилагођен њиховом радном процесу, интегришући напредне безбедносне сензоре и ергономско руковање материјалом. Резултат? 20% бржи циклус у поређењу са њиховим постојећим подешавањем.
*Подршка без граница*
Од фабричких испитивања пријема до ажурирања информација о испоруци у реалном времену, одржавали смо потпуну транспарентност. Када су се појавиле царинске сложености, наш тим је радио прековремено како би помогао купцима да реше проблеме у року од 48 сати.
*Практично партнерство*
Наши инжењери су тренутно на лицу места у Немачкој, обезбеђујући беспрекорну инсталацију и обуку оператера.
Зашто нас бирају глобални клијенти?
1) Безбедност сертификована од стране ЕУ: Све машине укључују заштитна кућишта са ознаком ЦЕ и системе за заустављање у случају нужде
2) Савладавање дужине: Рукујте цевима од 1 м до 12 м помоћу наших модуларних дизајна
3) 360° подршка: Вишејезична техничка помоћ, гаранција је 1 година за целу машину, 2 године за ласерски извор, доживотна техничка подршка од SteviS-а. Делови се транспортују ваздушним путем.
Ваш ред је да иновирате
Без обзира да ли унапређујете производњу или улазите на нова тржишта, наша ласерска решења се прилагођавају вашим захтевима, а не обрнуто. Прича о успеху немачког клијента доказује да квалитет не познаје границе.
Позадина Водећи произвођач фитнес опреме са седиштем у Бугарској истраживао је начине за побољшање ефикасности и прецизности свог производног процеса. Након што је приметила да су многи конкуренти у индустрији већ интегрисали технологију ласерског сечења за производњу делова, компанија је одлучила да је време да модернизује сопствено пословање.
Изазов Да би се идентификовало решење за ласерско сечење које би уравнотежило квалитет и приступачну цену, купац је поверио поузданом локалном дистрибутеру да пронађе поузданог и исплативог добављача који би могао да испуни њихове техничке и финансијске захтеве.
Решење Дистрибутер је открио SteviS захваљујући препорукама једног од наших дугогодишњих клијената у региону. Након темељне процене наше технологије, производне снаге и међународног искуства у пружању услуга, и дистрибутер и крајњи купац су били импресионирани квалитетом и перформансама наших машина.
Разумевајући буџетска ограничења клијента, наш инжењерски тим је прилагодио високо ефикасно и економски исплативо решење за ласерско сечење цеви које није угрожавало квалитет или основну функционалност.
Резултат Машина је успешно испоручена и инсталирана у фабрици клијента. Купац је од тада интегрисао машину за ласерско сечење цеви SteviS у своју производну линију и сада производи висококвалитетне компоненте са побољшаном тачношћу и брзином.
Customer feedback
Када нас је један бугарски клијент упутио на колегу произвођача намештаја, знали смо да је то прилика да изградимо још једно снажно партнерство. Нови потенцијални клијент нас је контактирао преко Алибабе, делећи своју потребу за надоградњом производне линије.
Разумевши њихову хитну ситуацију, брзо смо пронашли решење и позвали их да посете нашу фабрику током њиховог предстојећег путовања у Кину.
Видети значи веровати - зато смо их водили кроз сваки корак нашег производног процеса, од сировина до финалног паковања. Транспарентност и стручност су изградили тренутно поверење.
До краја дана, клијент је био убеђен. Потврдили су поруџбину пре одласка, а депозит је стигао убрзо након тога. Коначно су купили машину за ласерско сечење цеви, машину за ласерско сечење лимова, CNC машину за савијање, ручну машину за ласерско заваривање итд.
Али права победа? Пре него што је прва машина и испоручена, наручили су другу - доказујући да поузданост покреће дугорочну сарадњу.
Зашто функционише:
1. Поверење засновано на препоруци – Препорука задовољног клијента је отворила пут.
2. Посета фабрици = Поверење – Практично искуство је елиминисало сумње.
3. Брзина и посвећеност – Одлуке истог дана и поновљене поруџбине говоре гласније од обећања.
Machines in customer factory
Ваш ред: Спремни сте да трансформишете своју производну линију? Хајде да вашу визију претворимо у стварност – брзо. Контактирајте нас што пре!
Као лидер у производњи професионалне расхладне и комерцијалне опреме, П Група има годишњи промет који прелази 14150 милиона фунти и производни простор од преко 1,4 милиона квадратних стопа, посвећеност П Компаније иновацијама и квалитету је непоколебљива.
Недавно је компанија направила храбар корак напред интегришући најсавременију технологију ласерског сечења цеви у своје производне линије – потез који наглашава њену визију прецизности, ефикасности и скалабилности.
Да би задовољила растућу потражњу за висококвалитетним производима, компанија P је инвестирала у две машине за ласерско сечење цеви велике брзине - моделе ST-TP120 и ST-TP120E.
Ови системи су распоређени на новоуспостављеној производној линији намењеној обликовању металних цеви, које чине структурну окосницу расхладних ормара, хладних комора и витрина компаније П.
Машине серије ТП, познате по својој прецизности и брзини, омогућавају компанији П да постигне беспрекорне резове на сложеним металним профилима, осигуравајући беспрекорну монтажу и побољшану издржљивост својих производа. Без обзира да ли се ради о изради расхладних витрина од нерђајућег челика или хладних комора по мери, прецизност ласерски сечених компоненти савршено се поклапа са репутацијом компаније П за испоруку „временски доказаних европских технологија“ кроз еколошки прихватљиве и поуздане производне процесе.
Четрнаестодневни процес инсталације и пуштања у рад на лицу места, који су водили наши стручни инжењери, осигурао је да су системи ST-TP120 и ST-TP120E у потпуности оптимизовани за производне захтеве компаније P. Од калибрације параметара сечења до обуке техничког особља, наш тим је дао приоритет минимизирању застоја уз максимизирање оперативне ефикасности.
Руководство компаније П похвалило је перформансе машина, истичући њихов робустан квалитет израде, интуитивне контроле и способност руковања великим количинама поруџбина без угрожавања прецизности.
Преглед купаца
Наш купац је специјализован за инжењеринг путева и мостова, управљајући модерним производним погоном усмереним на производњу критичних структурних компоненти за инфраструктурне пројекте. Њихови производи укључују прецизно сечене цеви, профиле и разне металне лимове неопходне за тешке грађевинске задатке.
Раније се компанија ослањала на технологију плазма сечења за своје процесе сечења лимова. Иако је било ефикасно за основне захтеве, плазма сечење је константно производило грубе ивице и нетачности, што је довело до повећаног рада у постпродукцији и отпада материјала.
Импресиониран изузетним перформансама и јасним оперативним предностима, руководилац фабрике је одлучио да потпуно замени постојећу опрему за плазма сечење. Препознајући јасне предности, укључујући прецизност, ефикасност и исплативост, компанија је у потпуности прешла на решења за ласерско сечење.
Тренутни статус и будући планови
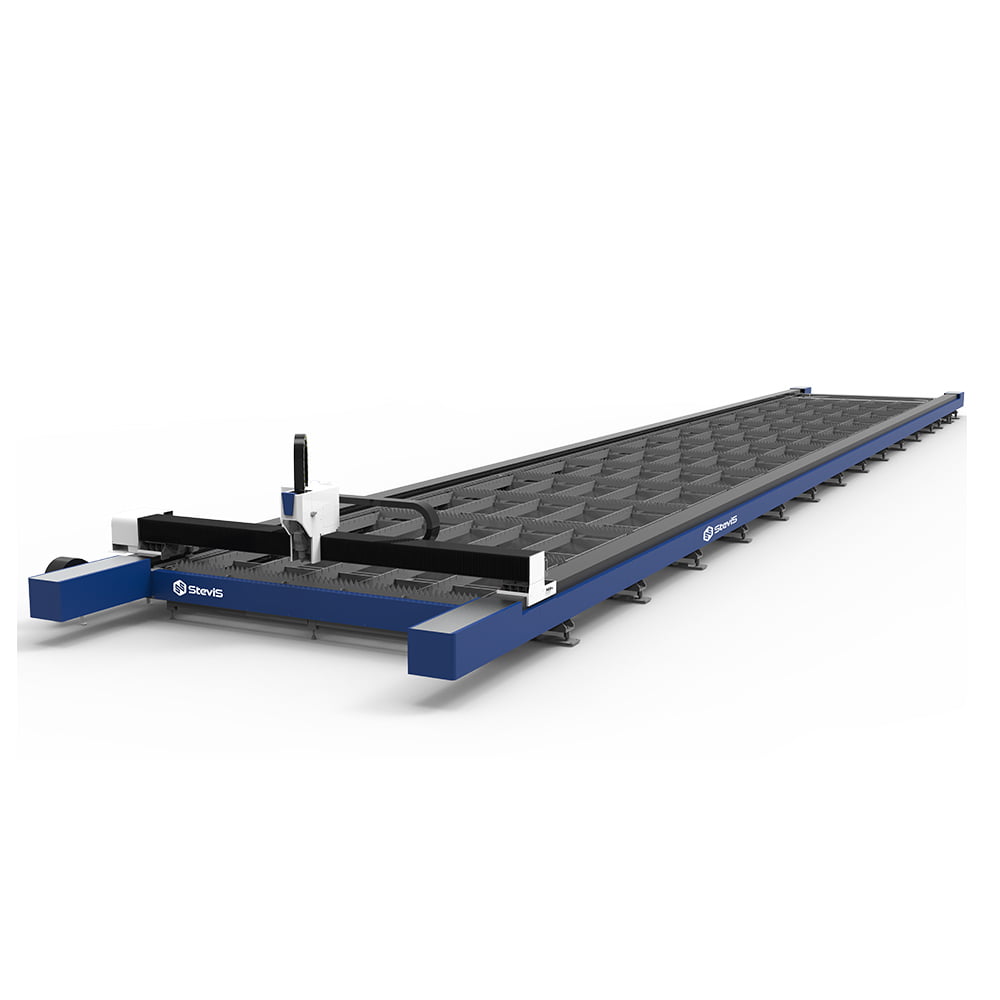
The Машина за ласерско сечење влакнима типа портала, са површином сечења од 13 метара * 3 метра и фибер ласерским извором од 6 kW, ради са изванредним резултатима - квалитет сечења је драматично побољшан, продуктивност је повећана, а оперативни трошкови су значајно смањени.
Охрабрени овим резултатима, руководилац фабрике је недавно наручио додатну машину за ласерско сечење са заменљивим столом, потпуно затворену, снаге 20 kW, намењену обради лима, са циљем даљег повећања продуктивности, побољшања безбедносних стандарда и одржавања конкурентске предности на тржишту.
Закључак
Успешно усвајање технологије ласерског сечења не само да показује посвећеност компаније иновацијама и изврсности, већ је и позиционира као лидера у производњи компоненти за путеве и мостове. Континуираним улагањем у напредне производне технологије, компанија је добро припремљена да задовољи будуће захтеве индустрије и постигне одрживи раст.
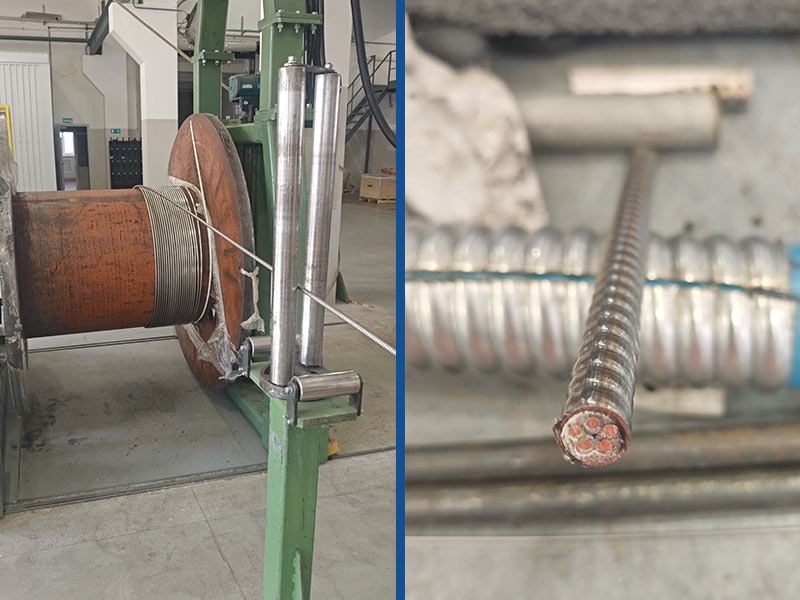
Узбуђени смо што можемо да објавимо нашу најновију сарадњу са клијентом У, водећом руском компанијом у кабловској индустрији. Клијент У је недавно набавио нашу најсавременију машину за ласерско заваривање како би унапредио своје производне капацитете.
Муштерија U је открила SteviS Tech преко наше свеобухватне веб странице. Импресионирана је нашом способношћу да пружимо онлајн решења за ласерско заваривање другом муштерији са NVIDIA пројекат и поткрепљени 17 годинама искуства у индустрији, препознали су нас као поузданог партнера. Прегледавајући наш веб-сајт, лако су пронашли потребне информације и контактирали нас да детаљно разговарају о својим захтевима.
Наш беспрекоран процес комуникације одиграо је кључну улогу у обезбеђивању овог партнерства. Компанија „U“ је ценила одсуство било каквих језичких баријера и сматра да је наш продајни тим професионалан и стручан, одговарајући на сва техничка питања са стручношћу. Глатке, корисне и промишљене интеракције олакшале су одлуку о сарадњи са нама.
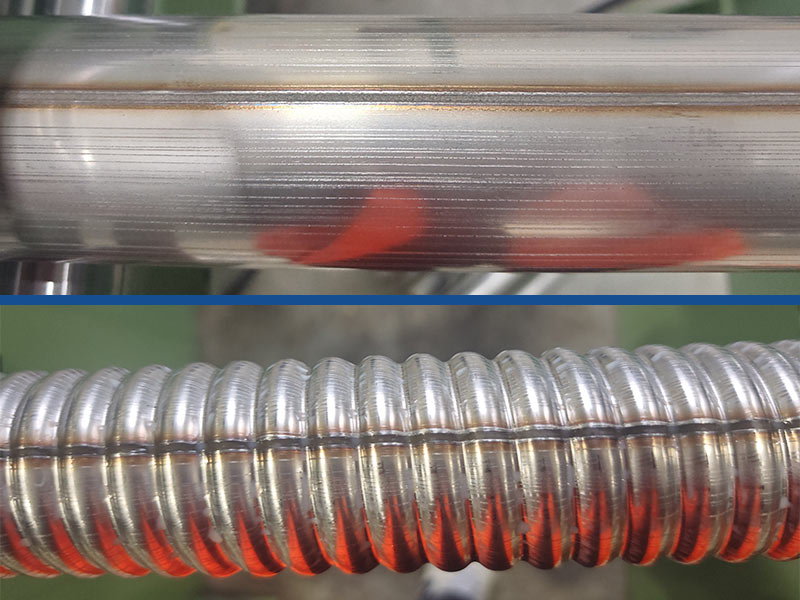
Наше Онлине машина за ласерско заваривање је дизајниран да пружи високо ефикасно заваривање са ненадмашном тачношћу и брзином. Ова технологија ће омогућити купцу U да поједностави своју производњу, убрза производњу и одржи своје високе стандарде изврсности.
Видео тест машине:
Ово партнерство означава узбудљиво ширење на руско тржиште, показујући нашу посвећеност пружању најсавременијих решења широм света. У компанији SteviS Tech посвећени смо пружању подршке нашим клијентима иновацијама које доводе до успеха.
Поносни смо што сарађујемо са У и радујемо се што ћемо видети изванредне резултате које ће постићи са нашом опремом. Пратите нас за више новости о нашој сарадњи и напретку у технологији онлајн заваривања!
Увод
Све већа потражња за ефикасношћу и квалитетом у производњи натерала је многе компаније да усвоје аутоматизована решења. Један од најефикаснијих алата за постизање овога је радна станица робота за индустријско заваривање. У овој студији случаја, истражићемо како је водећи произвођач намештаја на отвореном у Кини успешно интегрисао радне станице робота за заваривање како би побољшао продуктивност и одржао стандарде високог квалитета.
Цустомер Профиле
Клијент је истакнути произвођач намештаја на отвореном са седиштем у Кини, специјализован за широк спектар производа, укључујући намештај на отвореном, столове и столице од ливеног алуминијума, намештај од композитног дрвета и седишта у Старбуцкс стилу. Компанија послује на пространој локацији од преко 100.000 квадратних метара, са вештим тимом производних техничара и напредним машинама, укључујући велику опрему за ливење под притиском и калупе за ливење под притиском. Ин-хоусе производна линија електростатичког прашкастог премаза омогућава комплетну прераду сировина, полирање, заваривање, брушење и паковање у просторијама фабрике.
Изазов: растући трошкови рада
Последњих година компанија се суочила са све већим трошковима рада, посебно у процесу заваривања. Да би остао конкурентан на тржишту, клијент је морао да пређе са ручног заваривања на аутоматизоване системе. С обзиром на локацију компаније у главном производном и машинском чворишту, одлучили су да истраже локална решења за аутоматизацију.
Решење: прилагођена роботска радна станица за индустријско заваривање
Да бисмо одговорили на потребе клијената, развили смо прилагођени радна станица робота за индустријско заваривање посебно дизајниран за заваривање алуминијумског намештаја. Због великог обима производње главних производа клијента, наш инжењерски тим је посетио фабрику како би извршио детаљну анализу постојећих производних процеса. Након прикупљања увида, дизајнирали смо наменска решења за радну станицу робота за заваривање прилагођена свакој већој линији производа. Овај приступ је обезбедио да се систем аутоматизације неприметно уклапа у производни ток клијента.
Резултати: Побољшана ефикасност и квалитет
Имплементација радна станица робота за индустријско заваривање довело до значајних побољшања ефикасности производње. Аутоматизовани процес је смањио ручни рад, истовремено обезбеђујући конзистентан и квалитетан резултат. Сходно томе, производи клијената сада испуњавају европске и северноамеричке стандарде квалитета, значајно повећавајући њихову привлачност на овим тржиштима. Уграђивањем аутоматизоване технологије заваривања, клијент не само да је смањио трошкове већ је и ојачао своју позицију у глобалној индустрији намештаја на отвореном.
Закључак: Моћ аутоматизације
Ова студија случаја показује како је добро дизајниран радна станица робота за индустријско заваривање може да револуционише производне процесе, посебно за компаније које се суочавају са растућим трошковима рада. Усвајањем аутоматизованих решења, клијент је био у могућности да повећа ефикасност, одржи квалитет производа и повећа своју конкурентност на међународном тржишту. Ова прича о успеху наглашава кључну улогу аутоматизације у савременој индустријској производњи.
Ј Гроуп је највећи светски произвођач аутобуса и електричних возила у Индији, са циљем да побољша ефикасност производње и квалитет производа. Ова група такође производи хиљаде тона сировина за челичне цеви високе прецизности месечно.
Ова група је настојала да побољша ефикасност производње и квалитет производа. Компанија је имала за циљ да замени своју конвенционалну летећу тестеру за млевење цеви напредном технологијом ласерског сечења како би постигла већу прецизност и продуктивност.
Ј Гроуп се суочила са кључном одлуком у избору правог добављача који би могао да обезбеди свеобухватно решење за ласерско сечење прилагођено њиховим потребама. Након темељног истраживања тржишта и процена добављача, открили су да смо ми једини добављач који је способан да понуди одрживо и ефикасно решење.
Зато што су поставили следеће захтеве:
Материјал
Меки челик / угљенични челик
Оутер Диаметер
25-95 мм
Валл Тхицкнесс
0,8-4,5 мм
Дужина резања
4-6,5 метара
Треба да испуни брзину млинова цеви
30-50 метара/мин
Пројекат је званично почео у септембру 2023. Од самог почетка, оба тима су блиско сарађивала на успостављању јасних циљева пројекта и ефективног плана имплементације. Током овог процеса, наши инжењери су показали изузетан професионализам и непоколебљиву посвећеност. Кроз педантне дискусије и добро структуирано планирање, сваки технички и оперативни аспект је пажљиво размотрен како би се осигурала несметана транзиција.
Видео тест машине:
До фебруара 2024. године, пројекат је успешно ушао у фазу извршења, означавајући значајну прекретницу у нашем партнерству. Ово достигнуће је омогућено неуморним напорима свих укључених чланова тима, као и заједничком посвећеношћу прецизности и ефикасности.
Машина ради у фабрици купаца:
Успешна примена решења за ласерско сечење значајно је унапредила производни процес произвођача. Прелазак не само да је побољшао прецизност сечења већ је и оптимизовао оперативну ефикасност, што је резултирало смањеним отпадом материјала и повећаном пропусношћу. Ова прича о успеху је сведочанство моћи сарадње, стратешког планирања и техничке стручности у покретању индустријских иновација.
Завршетак овог пројекта наглашава нашу посвећеност испоруци прилагођених, висококвалитетних решења која испуњавају растуће захтеве производне индустрије. Изузетно смо поносни што доприносимо расту наших купаца и оперативној изврсности, и радујемо се наставку ове успешне сарадње у будућности.
Одушевљени смо што можемо да најавимо нашу најновију сарадњу са Р компанијом, водећом турском компанијом у ХВАЦ индустрији. Компанија Р је недавно купила нашу најсавременију ЦНЦ аутоматску машину за кружно сечење метала како би побољшала своје производне могућности.
Компанија Р открила је СтевиС Тецх преко наше свеобухватне веб странице. Импресионирани нашом способношћу да обезбедимо комплетна решења за обраду метала и подржани 16 година искуства у индустрији, препознали су нас као поузданог партнера. Крећући се нашом веб-страницом, лако су пронашли информације које су им потребне и контактирали су како би детаљно разговарали о својим захтевима.
Наш беспрекоран комуникацијски процес одиграо је кључну улогу у обезбеђивању овог партнерства. Компанија Р је ценила одсуство језичких баријера и сматрала је да је наш продајни тим професионалан и образован, који стручно одговара на сва техничка питања. Глатке, корисне и промишљене интеракције учиниле су да одлука о сарадњи са нама буде лака.
Наша ЦНЦ аутоматска машина за кружно сечење метала је дизајнирана да пружи сечење високих перформанси са неупоредивом прецизношћу и брзином. Ова технологија ће омогућити компанији Р да поједностави своју производњу, смањи отпад и задржи своје високе стандарде изврсности.
Ово партнерство означава узбудљиву експанзију на турско тржиште, показујући нашу посвећеност пружању врхунских решења на глобалном нивоу. У СтевиС Тецх-у, посвећени смо подршци нашим клијентима иновацијама које покрећу успех.
Поносни смо на партнерство са Р-ом и радујемо се што ћемо видети изванредне резултате које ће постићи са нашом опремом.
Пратите нас за више ажурирања о нашој сарадњи и напретку у технологији сечења!
Са седиштем у Сингапуру са производним погоном у Малезији, Цустомер Л је водеће предузеће у области челичних конструкција и обраде металних грађевинских материјала.
Специјализовани су за инжењеринг монтажних челичних конструкција, са својим производима који се широко користе у комерцијалним комплексима и образовним зградама.
У почетку се ослањајући на вишеструке штанце за обраду, компанија се суочавала са све већим захтевима за вишим квалитетом и бржом испоруком како се њихово пословање ширило.
Ограничења традиционалних метода навела су их да истраже напредну ласерску технологију, упркос значајним почетним улагањима.
Да бисмо испунили ове захтеве, обезбедили смо масину за ласерско сечење цеви за тешке услове рада од 6000 В. Ова технологија је обећала да ће елиминисати периодичне трошкове калупа за штанцање, чинећи је вредном дугорочном инвестицијом.
Клијент је дао приоритет овом пројекту, лично надгледајући пријем опреме и осигуравајући да њихови инжењери прођу свеобухватну обуку.
По доласку машине у фабрику у Малезији, наши инжењери након продаје били су на лицу места следећег дана. Они су спровели обуку за инсталацију, калибрацију и одржавање за технички тим клијента, обезбеђујући несметан прелазак на нову технологију.
Усвајање ласерске технологије значајно је побољшало производну ефикасност и квалитет производа компаније, позиционирајући их тако да боље одговоре на захтеве тржишта које се шири.
У будућности, купац ће размотрити додавање 2-4 сета машина за ласерско сечење металних влакана за тешке услове рада како би заменили све пресе за штанцање у фабрици.
Поред тога, купац је са нама разговарао и о изводљивости решења за аутоматизацију заваривања цевовода.